

流延挤出模具|片材挤出模具|板材挤出模具|换网器 电话咨询 133****1670 手机浏览 纠错/管理
深圳淋膜模具生产 欢迎咨询 台州铭宇模具供应
收藏 2022-06-24


模具产业未来的发展展望:模具产业向智能化方向转变是促进我国模具生产转向化的必由之路,更是推动我国制造业实现“智能制造”的基础。 随着世界经济的迅速发展,智能化制造正在促使现有产业进行转型,并制造业发展模式的前进与革新,而对于中国制造业的转型来说其已是必然选择。模具制造行业在制造业中占有着重要地位,其发展水平决定了制造业的整体水平,深圳淋膜模具生产,深圳淋膜模具生产。为了适应市场竞争得不断加剧,近年来我国模具制造业正在经历着重要的转变,如模具的大批量生产向按市场或客户要求柔性生产转变;模具设计和控制系统各自单独向设计和控制系统集成一体转变;在某地生产向化采购和生产转变;制造工厂对质量、成本、效率和安全的要求也在不断提高,深圳淋膜模具生产,这些转变正在推动模具行业中自动化技术的发展和应用进入新的阶段,即智能化发展阶段。淋膜模具中模具压注成型亦称铸压成型。使用铜棒、撬棒安装模具时,姿势要正确,用力要适当。深圳淋膜模具生产

淋膜模具,模具按所成型的材料的不同五金模具、塑胶模具、以及其特殊模具。淋膜模具维修后将其放在模具待试区域,由生产部门统一安排试模并向模具维修车间反馈。模具在完成生产批次后,应将尾模全部应出产品送检,需维修的模具由质检科(班长)开具信息反馈单(模具修改通知单)连同样品送模具维修车间维修;不需维修的模具由模具保管员确认模具内外表面清洁及作好防锈后方可入库。模具库房管理员在模具入库时发现注塑员工没有作好模具内外表面清洁及防锈工作后,应立即通知当班班长并要求返工,同时对其进行记录。深圳淋膜模具生产淋膜模具设计的注意点:制件的设计要合理。

淋膜模具:制品精度可达±2%以内。淋膜模具生产稳定, 结构简单,便于拆卸, 清理。淋膜模具生产后的保养:1、生产结束后要对注塑模具进行完全的检查。2、对注塑模具进行完全的清擦,将模具内的废料、杂物清理干净,保证废料盒中无废料。3、将注塑模具的使用发现的问题作如实地反馈,并在交接单中做好记录或通知修理人员经行修理。 模具的一、二级保养:1、模具的一级保养由生产操作人员进行。保养的主要内容为清擦、润滑和检查。2、模具的二级保养工作由模修人员完成,并根据保养情况做好记录。
淋膜模具内置优良不锈钢加热棒加热。淋膜模具装模时的检查、维护:1、装模前要对注塑模具的上下表面进行清擦,保证注塑模具安装面和压机工作台面正确配合。2、模具装好后将模具打开,将模具导向机构,模腔表面清擦干净,以保证制件的质量。3、对模具各滑动部份进行润滑或涂抹润滑脂。4、检查、维护侧护板,清理冲孔废料道、孔。5、检查模具安全侧销、安全螺钉等安全件,发现问题,及时修复、更换。生产中的保养:1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑。2、定期对修边冲孔模小孔的废料道进行清理。3、经常观察、感觉模具在生产时使用状态,发现异常,立即停机检查,及时排除。故障排除后再进行生产。与裱膜相比,淋膜的通透度提高百分之十五以上,淋膜液可循环使用。

制造一套可以称之为高大上的模具,不只要拥有高超的模具设计水平的加工工艺,更离不开的是要有模具开发观念。什么是模具开发观念?有很多人不以为然,认为自己做过那么多的模具怎么会没有观念?其实,模具不在于做的多少,而在于你的模具开发是否追求细节的精益求精,是否追求可靠的标准,这个过程不允许有“差不多”的概念存在。淋膜模具具有消除厚边功能的内堵式装置和挂式宽度调节装置。特点:内堵式幅宽调节装置具有缩减厚边功能,主要用于淋膜生产。由于它的特殊调节要求,其模具流道也是特殊设计的。外置式在线连续幅宽调节装置,省时、省工、省料。模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁。徐州内档手摇淋膜模具有哪些
淋膜模具有效减少了原料的成本,节省了资源的浪费等。深圳淋膜模具生产
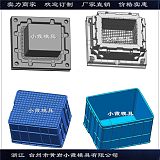
淋膜模头标准宽度:1100-500mm可调节、1300-600mm可调节、1500-800mm可调节、1700-1000mm可调节、2000-1200mm可调节、2500-1800mm可调节,较常宽度大一做到7000mm。淋膜模具具有消除厚边功能的内堵式装置和挂式宽度调节装置 特点:内堵式幅宽调节装置具有缩减厚边功能,主要用于淋膜生产。由于的特殊调节要求,其模具流道也是特殊设计的。外置式在线连续幅宽调节装置,省时、省工、省料。制品厚度范围:0.005-0.1㎜任意调节,模头加热方式:不锈钢加热棒分区加热或铸板分区外加热。模唇全推式微调结构。制品精度可达±2%以内。深圳淋膜模具生产































我是采购商/买家
发布采购需求,免费帮您挑选优质企业
最新供应
安徽两箱高低温冲击试验定制 湖北高天试验设备供应非标风冷螺杆厂家 江苏韩威空调制冷设备供应温州摩托车配件冷锻件精密加工 服务为先 丹阳市大森机械供应电工绝缘纸供应商 来电咨询 镇江市鑫泰绝缘材料供应江苏汽车皮套裁切机定制 宁波吉森智能科技供应徐汇区专业电动车维修电话 享川新能源科技供应南通销售高速分切机 诚信互利 广东恒辉隆机械供应cnc加工柔性工装夹具多少钱 海鼎智柔技术供应清远蒸饭桶优化价格 佛山市托福电器供应小型减速电机送货上门 杭州奔涌机械供应浙江微秒级NTP服务器模块-精度高-微秒级 诚信为本 南京尤尼泰信息科技供应通过SGS检测环氧磁粉胶售价 真诚推荐 上海云邦化工科技供应梅州异形弹簧代加工 东莞市久复凯五金制品供应上海低毒型尼龙 上海松亚化工供应河北手提文具盒 贴心服务 上海银扬电子商务供应成都代办许可的人员哪些好 真诚推荐 四川网传信息技术供应普陀区中空玻璃氩气行价 欢迎来电 上海奥林化工气体供应重庆半自动层压机操作 深圳市维信达工贸供应安徽远程智能水表哪里有 浙江施王物联科技供应南京超云服务器哪里有出售 欢迎来电 南京博延朗信息科技供应山西长效灭火宝源头厂家 广州市兴安消防科技供应杭州白色汗布价格表 南通敬久洋纺织供应江西UIOT景观生态住宅里面有什么 抱诚守真 江苏未来居控股集团供应长沙什么品牌的墨盒质量好 服务至上 深圳市宇维办公设备供应中国台湾中继救援系留无人机研发 南京伟泽创力电子科技供应黑龙江照明系留无人机续航 南京伟泽创力电子科技供应上海多功能数码印刷机厂家排名 上海柯印机械设备供应渐变塑胶水镀工艺 深圳市创智科科技供应广西本市燃烧机品牌大全 服务为先 中山市劳博机电科技供应上海复合地板会所价格 上海九焱尊实业供应